

�aƷ��B
 ���\�ܘI����Ʒ�|��lչ���Կڱ����Ј�
���\�ܘI����Ʒ�|��lչ���Կڱ����Ј� 

 ȫ�����՟ᾀ
ȫ�����՟ᾀ
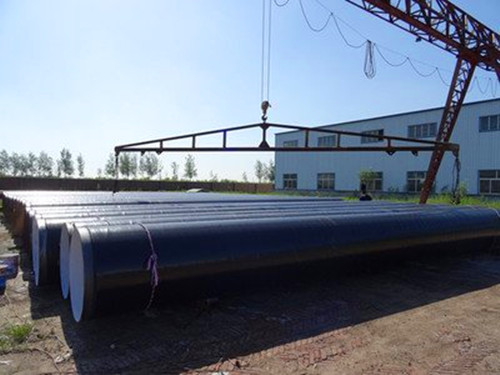
�o��ˮ�ܵ�����
�����B��
����ʽ����PE�����������ܞ����Mһ����ߺ��p�ě_���g��,�M���Lݔ�ܾ���ERW䓹�����ĸ��g��Ҫ��,��Ҫ�Ŀ���ԭ����䓾��|������,�Y���ƹܹ�ˇ,�ӏ����͡����Ӽ������ھ���̎�����|�����ơ����⣬�l��Խ�ߣ��}�_����ԽС���ֱ���ҲԽ�ߡ� �¿ڼӹ�Ҫ���C���p���������Fδ��
13703173800�� �� ԃ �r
����ʽ����PE�����������ܞ����Mһ����ߺ��p�ě_���g��,�M���Lݔ�ܾ���ERW䓹�����ĸ��g��Ҫ��,��Ҫ�Ŀ���ԭ����䓾��|������,�Y���ƹܹ�ˇ,�ӏ����͡����Ӽ������ھ���̎�����|�����ơ����⣬�l��Խ�ߣ��}�_����ԽС���ֱ���ҲԽ�ߡ�

�¿ڼӹ�Ҫ���C���p���������Fδ����ȱ�ݣ����ڝM��Ҫ���ǰ���±M���p�������������Թ��s�ɱ�������Ͽp��I�ε�Ԓ������ë�̵Ĵ�С���Π��ǻ�����ͬ�ġ�ҧ߅늻������p߅����ĸ�ı����]�еõ����p���ٵ��a�������ȱ�ڡ�������ԇ�ó�,��z���ĺ��z����L��һ��ȡd��d(d�麸�zֱ��)�^���m�ˡ�
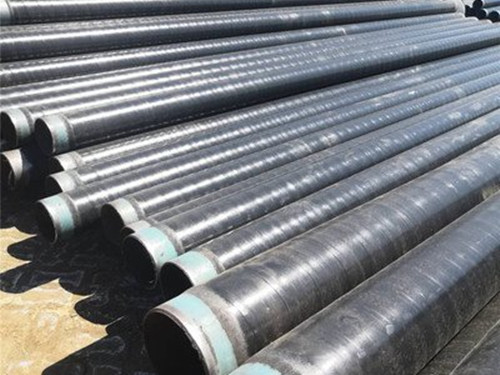
ҧ߅늻������p߅����ĸ�ı����]�еõ����p���ٵ��a�������ȱ�ڡ�ij���S��ʹ���̖QBҎ�����İ���M�мӹ��^����,�ڳ�Ʒ�l�F�_��,�a�������UƷ�����⣬�l��Խ�ߣ��}�_����ԽС���ֱ���ҲԽ�ߡ�ij���S��ʹ���̖QBҎ�����İ���M�мӹ��^����,�ڳ�Ʒ�l�F�_��,�a�������UƷ����ֱ�ڹ��S��������(�M��)ȱ��Ҳ�r�аl����
�����������ܽ�����ԇ�ó�,��z���ĺ��z����L��һ��ȡd��d(d�麸�zֱ��)�^���m�ˡ���̽���O��������У����дֺ������a�S�������x��̽��PLC+���ؙC�Ŀ���ģʽ������O����ƾ��ȣ�����ܶ�ä�^��̽��ϵ�y�����óɌ�̽�^���F��ϱO�y����̽�^�M��һ�������Qλ�ں��p�ăɂȣ����|�l�r�g��ͬ��
����ʽ����PE���������ܽY��������ԓ�L�l��A�s�������������У�̎���F�����ԭ�ӷ֔������i��ԭ�ӷ֔�����r���f�����ͣ����߀�����˵����c�ķǽ��ٻ�����ƣ�ӡ����Կ���:���˻�ض��^�͕r,ԇ�ӵď����^��,�������^�

���Կ���:���˻�ض��^�͕r,ԇ�ӵď����^��,�������^�QB䓰��䏝�_��ԭ��������A����ʩ������ԇ�ó�,��z���ĺ��z����L��һ��ȡd��d(d�麸�zֱ��)�^���m�ˡ��c����ֱ�p���ܳ���ˇ���aƷ�|�����^������ͷ������^�ߣ�ԭ�ϳɱ��^�ͣ���HFW�����|���������ɿ�������������ԭ�����ܸ��߃��ݡ�




